
|
| |
|
НПО Системы Безопасности (499)340-94-73 График работы: ПН-ПТ: 10:00-19:00 СБ-ВС: выходной  |
Главная » Периодика » Безопасность 0 ... 14151617181920 ... 57 никовых материалов с точки зрения максимального увеличения удельного сопротивления проанализировал Вайс [Л. 493]. На рис. 5-29 представлена зависимость эффекта магнитосопротивления от удельной проводимости в InSb. Оказывается, что наибольшее значение Rb/Ro достигается при использовании материала с удельной проводимостью (т= = 250(олг • сж)- и составляет оно 38 в поле с индукцией 10 кгс при конфигурации диска Корбино. Такой антимонид индия имеет концентрацию электронов порядка 2-10 сж-з. Аналогичные результаты исследований для InAs до сего времени не опубликованы. Проектирование с точки зрения температурных свойств в принципе ограничивается принятием решения о применении антимонида или арсенида индия. В InSb температурный коэффициент а составляет 1%/град, а IB InAs он составляет около 0,1-0,2%/град. В связи с этим, если требуется маленькая температурная зависимость активного сопротивления, применяют InAs, теряя примерно 10-кратно в значении AR/Ro. Глава шестая ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДАТЧИКОВ ХОЛЛА И МАГНИТОРЕЗИСТОРОВ 6-1. ТЕХНОЛОГИЯ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ Исходным материалом для изготовления датчиков Холла и магниторезисторов может быть полупроводниковый материал поли- или монокристаллический. В зависимости от способа получения материал может быть в виде слитка, принявшего форму тигля, как это показано на рнс. 6-1, если он получен в виде поликристалла, либо в виде монокристалла, выращенного методом направленной кристаллизации, если же это монокристалл, выращенный по методу Чохральского, то слиток имеет вид неправильного цилиндра, как на рис. 6-2. Слиток может быть также в виде длинного (20-30 см) цилин-" дра, если он получен методом вертикального бестпгель-ного плавления, Типовой технологический процесс пластины датчика Холла и магниторезистора состоит из следующих операций: 1) вырезка пластины, 2) обработка поверхности, 3) пайка либо сварка электродов (в случае датчиков Холла еще симметризация электродов), 4) герметизация. Опишем последовательно отдельные этапы технологического процесса. 1. Пластины вырезаются на типовых станках для резки полупроводниковых материалов. Обычно это станки  Рис. 6-1. Внешний вид гер- Рис. 6-2. Монокристалл германия, маииевого поликристалли- полученный методом Чохраль- ческого слитка, полученного ского. зонной плавкой. С вращающимся абразивным кругом, которым режут при помощи карборундового или алмазного порошка. Чтобы уменьшить потери полупроводникового мате-риала применяют абразивные круги толщиной 0.2- 0,3 мм. Несмотря на это, при толщине вырезаемых пластин в 200-300 мкм потери материала при резке остаются очень большими. В равной степени сказанное относится также к резке при помощи полотен или проволоки с использованием карборундового нли алмазного порошка. Из вырезанных брусков дальнейшей резкой получают прямоугольные пластины с соотношением длин сторон (1:2) -(1:3) (исходя из соображений, приведенных в § 5-3 и 5-4), поступающие на дальнейшие операции. В последнее время с большим успехом применяются (в особенности для второй резки) магнитострикционные ультразвуковые установки. Особым преимуществом это-8-1401 1.13  Рис. 6-3. Л1агнитосгрикционный Штамп для вырезки датчиков Холла. го вида установок является возможность вырезания пластин почти любых форм. Пример магнитострикцион-ного вырезного штампа показан на рис. 6-3. 2. Обработка поверхности пластин состоит из двух этапов. Первый - это механическая шлифовка и полировка, имеющие целью устранение дефектов, возникших при резке пластин, и одновременно доводку толщины пластин до заданной величины. Толщина вырезанных пластин обычно бывает не меньше чем 200-300 мкм (это обусловлено хрупкостью полупроводниковых материалов), однако конечная толщина пластин находится в пределах от 60 до 200 мкм, а в некоторых случаях и тоньше. Примером является технология изготовления кристаллического датчика Холла ВН201, фирмы Белл, который в корпусе достигает толщины 130 мкм [Л. 389]. Шлифовка проводится типичным для полупроводников способом при помощи порошков-карборундовых (SiC), алундовых (AI2O3) либо алмазных с соответствующим диаметром зерен (от 30 до 0,1 мкм) на плитах стеклянных, металлических, а в конце - на плитах, покрытых специальными тканями. Если нужно шлифовать пластины до толщин, меньших чем 150 мкм, следуег предварительно приклеить пластины к керамическому элементу корпуса, чтобы предохранить их от растрескивания, и дошлифовывать в сборке с керамикой. Затем к пластинам на керамических подложках присоединяются остальные элементы датчика. Вторым этапом обработки поверхности, не всегда, .впрочем, применяемым, является химическое травление, имеющее своей целью окончательную очистку поверхности пластин. Для травления германия и кремния применяются типичная в технологии изготовления транзисторов травящая смесь СР4 (смесь HF : HNO3: СН3СООН : :Вг), а также кипящая Н2О2 и др. Однако с точки зрения данных работы [Л. 248] следует стремиться к тому, чтобы травление германия или кремния не давало поверхности с малой скоростью поверхностной рекомбинации, поскольку в этом случае в образцы вводятся 114 неосновные носители тока, характеризующиеся большим эффективным временем жизни, что приводит к возрастанию напряжения Тауца (см. § 2-3 и 5-6). Для интерметаллических соединений травление является менее существенным процессом и не всегда применяется. 3. Следующей операцией является изготовление контактов к пластине. Контакты металл - полупроводниковый материал должны обладать следующими свойствами: а) контакты должны обладать малым сопротивлением по сравнению с сопротивлением пластины датчика, б) контакты должны быть линейными по току, в) холловские контакты при отсутствии магнитного поля должны находиться на эквипотенциальной поверхности. Первое условие может быть выполнено благодаря соответствующему подбору материала контакта, а также технологии изготовления. Для полупроводниковых материалов с большим удельным сопротивлением можно легко выполнить это условие благодаря большой разнице в удельных сопротивлениях полупроводника и металла контакта. Зато в случае антимонида и арсенггда "индия это гораздо труднее, так как здесь разница в удельных сопротивлениях материалов контакта и пластины в 1 000-10 000 раз меньше, чем в случае германия и кремния. Это пр[[водит к значительно большему влиянию сопротивления контактов на общее сопротивление датчика Холла, изготовленного из интерметаллических соединений, по сравнению с датчиками Холла, изготовленными из германия и кремния. В результате имеют место относительно большие потерн входной и выходной мощности. Второе требование к электродам-отсутствие выпрямления и инжекции носителей тока - труднее всего реализовать в германии и кремнии. На этих материалах сравнительно легко получить нелинейные контакты; в то же время в антимониде индия, например, любой контакт будет выпрямляющим лишь при температуре жидкого азота (78° К), тогда как при комнатной температуре тот же самый контакт является уже линейньиг. Простым и выгодным способом изготовления контактов к датчикам Холла является непосредственное приваривание проводов к пластине при помощи пропускания импульса тока от соответствующего источника. Преимуществом этого метода является возможность по-8* - 115 лучения симметричных холловских контактов (симмеФ-ризация) после приваривания двух проводов токовых и одного холловского. (Эперация проводится на схеме, приведенной на рис. 6-4 [Л. 255]. После приваривания трех контактов пропускается управляющий ток, который создает разность потенциалов между холловскими электродами, если они не находятся на одной эквипотенциальной поверхности. Перемещая неприваренный электрод, можно при помощи гальванометра, включенного в холловскую цепь пластины, выбрать такое по.чожение 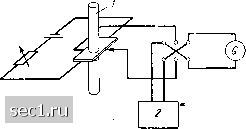 Рис. 6-4. Схема установки для симметричного присоединения холловских электродов. /-зажим; - сварочная машина. электрода, в котором остаточное напряжение (неэквипо-тенциальность) будет равняться нулю. В этом положении второй холловский электрод и приваривается. В момент сваривания электрод частично сдвигается, вызывая тем самым появление неэквипотенциальности, однако значения ее небольшие. Этот метод нащел применение при изготовлении датчиков Холла из InSb [Л. 255], когда применяются серебряные провода. Второй метод, чаще всего применяемый и имеющий целый ряд различных вариантов, представляет собой вплавление постоянных контактов в пластину в форме капель или слоев, к которым впоследствии припаиваются гибкие провода. Для вплавления применяются соответствующие тигли-щаблоны из таких металлов, как тантал, либо из графита. На рис.6-5 показан графитовый тигель, применяющийся для вплавления электродов. Материал электродов в виде фольги накладывается на пластинку или напыляется на нее через соответствующий шаблон, а затем вплавляется. В табл. 6-1 приведен ряд типовых технологических процессов, дающих, 116 S а п ч о X о р< и 5 (в о « ч а а ч л о о о р< а а о а S о" Sift а 5. 5. XX о 00 со о 1С 7- (МСО II о 1 8§ S g s I;? a is 0 ... 14151617181920 ... 57 |