
|
| |
|
НПО Системы Безопасности (499)340-94-73 График работы: ПН-ПТ: 10:00-19:00 СБ-ВС: выходной  |
Главная » Периодика » Безопасность 0 ... 18192021222324 ... 29 ковочных штампов, изготовленных ие сложнолегированных сталей, обла дающих эффектом вторичной твердости (например, сталь состава С - 0,3щ 5i 1,1; Сг - 6,3; W - 1,3; Мо - 1,5; V - 0,3 %). Инструмент подвер.; гают подогреву до 590 °С, затем нагреву в камере в атмосфере эндогаза до, 850 °С и цементации прн 1020 °С в атмосфере эндогаза, обогащенной метаном, от 0,5 до 3 ч. Охлаждение (закалку) после цементации проводят в эндо-газе, после чего выполняют 3-кратный отпуск при 560 °С с выдержкой 1 ч 127. Составы защитных обмазок при газовой цементации
128. Средние значения скорости газовой цементации при различной температуре процесса
на каждые 200 мм сечения. Получают цементированный слой глубиной до 0,75 мм с твердостью на поверхности HV 650; содержание С на поверхности 0,7 %, в середине слоя 0,5 %. Стойкость цементированных штампов при изготовлении клапанов возрастала до 4000-6000 шт. против 1800-2500 шт для обычных штампов; прн изготовлении шпинделей стойкость возрастала до 5500-6000 против 4000-4500 шт. Цементация может быть применена и для штампов нз других Сг-Мо-V и Сг-Мо-W - содержащих сталей. АЗОТИРОВАНИЕ Азотирование - процесс насыщения поверхности стали азотом. Азотированию подвергают технологическую осиастку, изготовленную из легированной стали марок ЗХ2В8Ф, 4Х8В2, Х12Ф1, Х12М, 7X3 и стали марок 38ХМЮА, 20Х и 40Х, для получения высокой поверхностной твердости н износостойкости. Азотирование проводят в шахтной электрической печи сопротивления с герметическим муфелем из жаростойкой стали, снабженным вентилятором н трубками для ввода и вывода газов. 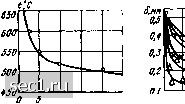 А/ 700 Ж W iS 20 Z,4 200 m 600 m tc
Рис. 39. Зависи.мость продолжительности формирования азотированного слоя одной толщины от температуры нагрева (а) и влияние легирующих элементов на его глубину (б) и твердость (в) Технологическую оснастку, поступающую на азотирование, предварительно подвергают улучшению, механически обрабатывают и очищают от ржавчины и грязи. Перед загрузкой в муфель технологическую оснастку обезжиривают. Особо огветственные изделия, например пресс-формы для литья пластмасс, перед азотированием фосфатируют. Мелкую оснастку подвешивают в муфеле печи на мягкой стальной проволоке диаметром 0,5 - 1,0 мм, крупную - ставят на металлическую подставку иа дно муфеля. При этом необходимо следить, чтобы рабочие поверхности не соприкасались. Укладывать и подвешивать изделия следует осторожно, без ударов. Герметичность муфеля проверяют пропусканием через него аммиака под Давлением 3,5-5,0 кПа следующим образом: включают печь, нагревают ее до 100 °С, затем впускают аммиак. После выхода аммиака из печи и прохождения его через бутыль, заполненный водой, измеряют давление. Давление проверяют по водяному манометру в течение всего процесса, избыточное давление Должно быть 2,0-4,0 кПа. Степень диссоциации аммиака контролируют по Диссоциометру. Температуру регулируют автоматически потенциометром. Рабочая температура азотирования 500-570 ° С, продолжительность выдержки в зависимости от требуемой глубины слоя и температуры процесса задают из расчета 15 ч на 0,1 мм азотированного слоя. Средняя скорость азотирования в зависимости от температуры процесса и глубины азотирования приведена в табл. 129. Оптимальные режимы процесса азотирования должны соответствовать указанным в табл. 130. Степеьь диссоциации аммиака устанавливается в зависимости от температуры процесса; при 500-520 °С оиа выдерживается в пределах 18-25-%, при 530- 550 °С - 25-40 %. На рис. 39 показана зависимость продолжительности формирования азотированного слоя от температуры процесса и влияние легирующих элементов на глубину и твердость азотированного слоя. После азотирования проводится замедленное охлаждение вместе с печью до темг ратуры 300-350 °С при сохранении подачи аммиака. Твердость азотировад ной технологической оснастки достигает HV 450-1000 прн глубине ело 0,15-0,55 мм. Если азотированию подвергают не всю поверхность оснасткгя то элементы, не подлежащие азотированию, покрывают слоем олова или мед*3 толщиной 0,01-0,15 мм. Ч 129. Средняя скорость азотирования
130. Режимы азотирования стали Сталь Температура процесса, °С (+10 "О Продолжительность, ч Глубина слоя, мм Повсрхност. ная твердость номинальная HV Х12Ф1 Х12Ф1 4Х8В2 ЗХ2В8Ф 38Х2МЮА 18Х2Н4МА 40ХН2МА ЗОХЗМФ 30ХН2МФА 40ХН2МА 38Х2Н2МА- 38ХНЗМФА 40ХН2МФА 30ХН2МФА 38ХНЗМФА ЗОХЗМФ 10X13 20X13 15Х11МФ 12Х18Н9Т 18Х18Н10Т 40Х 18ХГТ 560 500-520 510 для первой ступени 550 для второй ступени 490-510 510 для первой ступени 540 для второй ступени 510 для первой ступени 540 для второй ступени 500-520 510 для первой ступени 540 для второй ступени 500-525 500 550 600 500 550 600 530 для первой ступени 580 для второй ступени 560 500 510 65 48-60 25 40-50 50-60 25 30 30 60-80 50-60 48 24 0,15-0,20 0,20-0,30 0,30-0,35 0,45-0,55 0,40-0,50 0,5-0,6 0,5-0,6 0,35-0,40 0,5-0 6 0,5 0,5-0,6 0,5-0,6 0,6-0,7 0,35-0,55 0,14-0,16 0,25-0,30 0,35-0,40 0,10-0,12 0,25-0,30 0,30-0,40 0,35-0,40 О 2-0,25 0,50 0,25 900-1000 900-1000 900-1000 700-750 1000-1100 850-1000 800-1000 750-850 600 900-950 750 640-700 До 640 До 700 До 700 750-800 1000-1050 900-950 800-850 1000-1050 900-950 780-830 900-950 1000-1100 -Щ 450 630-720 Азотированные детали подвергают внешнему осмотру, определяют личину коробления, измеряют поверхностную твердость по Виккерсу (на грузка 10 или 30 кг) или по Супер-Роквеллу (нагрузка 10 или 15 кг), определяют глубину слоя и его хрупкость по виду отпечатка пирамиды прибора Вик-керса. Контроль газовой среды в печи ведут с помощью манометра, диссоцио-метра и счетчика для контроля расхода аммиака. Быстрорежущие стали подвергают жидкостному, газовому и твердому азотированию. Важным условием качественного азотирования является правильное проведение исходной ТО инструмента, надлежащей очистки его поверхности, отсутствие обезуглероживания. Быстрорежущие стали с высоким содержанием W склонны к выкрашиванию после азотирования. Наиболее пригодны для азотирования Мо и W-Мо - содержащие стали. Азотирование быстрорежущей стали повышает твердость до HV 1300, в сталях с высоким содержанием V-до HV 1500. Для режущего инструмента предпочтительна HV 1100. При жидкостном азотировании оптимальные результаты получаются при проведении процесса около 570 °С длительностью до 15 мип. Выдержка при азотировании сверл, разверток, зенкеров при температуре 570 °С определяется из расчета 0,5 мни на 1 мм сечения, при температуре 540 °С - 0,7 мин на 1 мм сечения. Азотирование инструмента для нарезки резьбы в бакелите повышает его стойкость на 50-70 %. Азотирование инструмента для нарезки резьбы в пластмассе, армированной стекловолокном, повышает его стойкость в 3-4 раза. Азотирование спиральных сверл диаметром свыше 2 мм также повышает их стойкость. Азотированию подвергаются дисковые пилы толщиной более 0,4 мм. Жидкостное азотирование постепенно вытесняет газовое азотирование инструмента из быстрорежущей стали. Твердое азотирование инструмента из быстрорежущей стали не дало положительных результатов. При газовом азотировании особое внимание следует обратить на каче-сгвенное проведение депассивации поверхности (в 20 %-ной соляной кислоте НС1 с последующей промывкой в нейтрализаторе), тщательное выдерживание продолжительности циклов процесса и степени диссоциации насыщающего газа (аммиака). Для повышения стойкости штампов и деталей пресс-форм, работающих в условиях интенсивных температурно-силовых нагрузок, применяют способ газового азотирования, состоящий из повторяющихся циклов вакуумирования и подачи реагирующего газа. Изделие нагревают в вакууме до 570 °С, после чего подают реагирующий газ, После выдержки в тече)1ие 10 мин печь вакуумнруют и повторяют циклы в указанной последовательности 120 мин. Это повышает стабильность и воспроизводимость результатов азотирования по глубине и механическим свойствам получаемого слоя, но не позволяет увеличить глубину слоя, которая остается в пределах 0,012-0,20 мм. ДИФФУЗИОННОЕ ХРОМИРОВАНИЕ Диффузионное хромировакие - процесс насыщения поверхности металла хромом и его соединениями. Процесс диффузионного хромирования может использоваться для повышения жаро-, износо-, кавитационной и коррозионной стойкости технологической.оЬнастки, в том числе инструментов. Хромированные изделия обладают повышенное окалиностойкостью до температуры 800 °С , высокой коррозионной стойкостью, а при содержании хрома в поверхностном слое 0,3-0,4 % - повышенной твердостью и износостойкостью, Хромированию можно подвергать изделия, изготовленные из любых марок стали. Его проводят в высокотемпературных печах, Составы рабочих смесей на основе феррохрома, рекомендуемые для выполнения процесса хромирования, приведены в табл. 131. Состав иа основе окиси хрома содержит, % по массе: окись хрома - 60, алюминий - 10-15, фтористый алюминий - 3-5, окись алюминия - остальное. При последовательном карбохромированин, хромонитридизации в качестве источника хрома применяют 70 %-ный феррохром марки ФХОЮ. Из феррохрома можно отливать плиты, стержни, втулки и другие формы для контактного диффузионного хромирования в вакууме деталей сложной кои-фнгурацни или отдельных частей деталей. Для увеличения сублимирующей 131. Состав рабочей смеси для хромирования в порошках на основе феррохрома, % по массе
поверхности феррохром измельчают или гранулируют. Хорошие результаты получены при использовании в качестве источника комплексного насыщения металлического хрома марки ХО. В процессе хромоалитирования источником хрома и алюминия служит специально выплавленный сплав (80 % Сг + 20 % А1), обеспечивающий равномерное испарение хрома 6 ...J...... и алюминия при неконтактном 1 вакуумном способе. Хромоборирование проводят последовательным и непрерывно-последовательным способами. Источником бора служит порошок карбида бора и металлического бора. Рис. 40. Общий вид контейнера, с крышкой, уплотняемой обмазкой {а) и с плавким затвором {6): 1 - контейнер; 2 - обрабатываемые детали; 3 - хромирующий порошок; ; - асбестовая крошка; 5 - смесь ; глины и угля; 6, 9 -крышка; 7 -j замазка; 8, -образец-свидетель; . 10 - плавкий затвор 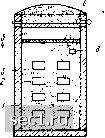 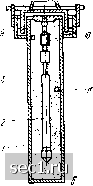 Приготовление хромирующей смеси осуществляется следующим обрЛгЛ зом. Взвешиваются отдельно составляющие смеси. Взвешенное количеств хрома и окиси алюминия (глинозема) смешивается и просушивается пр 60-100 °С в течение 1-2 ч, затем все составляющие тщательно перемеши ваются вместе (металлический хром, получаемый в кусках, размельчав в шаровой мельнице до порошка). Хромирующая смесь может быть испол* зована многократно при условии добавки 10 % свежей смеси. Хранени смеси - в сухом месте, в ящиках с крышками. Детали, очищенные от ржав чины и загрязнений, загружают в нагревательную печь в контейнерах Д! хромирования с обычной крышкой, уплотняемой обмазкой, или в контейнШ pax с плавким затвором (рис. 40). При упаковке изделий в ящики расстояние между стенками ящив и изделиями должно быть не менее 25 мм. Перед укладкой изделий на Г" ящика насыпается хромирующая смесь слоем 20-30 мм. После укладки делий и «свидетелей» засыпается слой хромирующей смеси 30-40 мм. J верхиость закрывается листовым асбестом, затем надевается крышка, 11 iJ метизация осуществляется посредством заполнения герметизирующего желоба сухим песком или шамотным порошком. Ящики загружаются в печь при температуре не выше 400 °С. До температуры 600 °С нагрев осуществляется со скоростью 100°С/ч. Рабочая температура процесса 960-1100 "С, время выдержки 6-12 ч, скорость хромирования 0,02-0,04 мм/ч. Твердость обработанной оснастки достигает HV 1200 при глубине слоя 0,3 мм. Хромированные детали подвергают внешнему осмотру. Контроль качества, твердости и глубины слоя производят по образцам-свидетелям. Качество слоя определяют травлением, глубину слоя - по микрошлифам, твердость измеряют прибором Виккерса при нагрузке 6-10 И. Недостатки хромирующих составов - малая скорость формирования покрытий, применение в процессе насыщения герметизированных контейнеров из жаростойкой стали, необходимость повторного нагрева при термообработке хромированных деталей. СУЛЬФИДИРОВАНИЕ Сульфидирование - процесс насыщения поверхностных слоев металла серой. Сульфндированню подвергают технологическую оснастку, изготовленную из быстрорежущей стали всех марок и стали типа ХВГ и 9ХС с целью улучшения антифрикционных свойств поверхностей. В качестве оборудования для сульфидировакия применяют тигельные ванны. Технологическую оснастку, поступаКЩую ка сульфидирование, предварительно обезжиривают. Составы ванн для сульфидировавши приведены в табл. 132. Составы 3, 4, 6, 8 предназначены для обработки технологической оснастки из сталей типа ХВГ и 9ХС (рабочая температура 180-200 °С, время выдержки 45- 60 мин), составы 1,2, 5, 7 -для обработки технологической оснастки из быстрорежущей стали (рабочая температура 550-570 °С, время выдержки 45-90 мин). 132. Составы ванн для сульфидирования Содержание, % по массе га Z < X X ti.2 90 60-85 4 75 40-43 13,2 16,6 -25 10 3,4 4 34 15-40 3,4 3,4 7-10 17 22 25 25 25 18 38 38 После выдержки технологическую оснастку охлаждают на воздухе до комнатной температуры, погружают в горячую воду для полного удаления соли. Затем ее опускают в подогретое масло, из которого через некоторое время выгружают и вытирают ветошью. Поверхность инструмента после сульфидирования серая. Глубина слоя, видимая под микроскопом,- 0,10- (J.IS мм. Образовавшееся на поверхности инструмента сернистое соединение приобретает в процессе сухого трения самосмазывающую способность. Благодаря этому уменьшаются силы трения трущихся пар деталей или стружки поверхность режущего инструмента. В результате сульфидирования износостойкость трущихся пар и инструмента увеличивается. 0 ... 18192021222324 ... 29 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||