
|
| |
|
НПО Системы Безопасности (499)340-94-73 График работы: ПН-ПТ: 10:00-19:00 СБ-ВС: выходной  |
Главная » Периодика » Безопасность 0123456 ... 29 20. Время нагрева заготовок из углеродистой и конструкционной стали при расположении их в печи в один слой, мии Диаметр или сторона квадрата Температура рабочего пространства, °С 1200 1300 1400 Температура нагрева. °С 1100 1150 1200 1250 1200 1250 Сечение заготовки 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 2,7 4,5 7,0 10,0 12,5 15,0 17,5 20,5 23,5 26,0 29,5 32,5 36,0 39,0 42,5 46,0 50,0 54,0 58,0 62,5 3,3 5,5 9,0 13,0 16,0 19,5 22,5 26,5 30,5 33,5 38,0 41,5 46,5 .50,5 55,0 59,5 64,5 70,0 75,0 81,0 3,0 6,0 8,5 11,5 15,0 18,0 21,0 24,5 27,5 31,0 35,0 38,5 42,5 46,0 50,0 54,5 58,5 63,0 68,0 72,5 3,5 7,5 11,0 14,5 19,5 23,0 27,0 31,5 35.5 40,0 45,0 50,0 .55,0 59,5 65,0 71,0 76,0 81,0 88,0 94,0 2,0 3,0 5,0 6,5 8,0 10,0 12,0 14,0 16,0 18,0 20,0 22,5 25,0 27,5 30,0 33,0 36,0 39,5 42,5 46,0 2,5 4,5 6,0 8,0 10,5 13,0 15,0 17,5 20,0 23,0 20,0 29,5 32,5 36,0 39,0 43,0 47,0 51,5 55,5 60,0 2,0 4,0 6,0 8,0 10,5 12,5 14,5 16,5 19,0 21,0 23,5 26,0 29,0 32,0 35,0 38,5 42,0 46,0 49,5 53,5 3,0 5,0 8,0 10,5 13,5 16,0 19,0 22,0 24,0 27,0 30,5 33,5 38,0 41,5 45,5 50,5 54,5 59,5 64,0 69,0 1,5 2,5 3,5 4,5 5,0 6,0 7,0 8,0 9,0 10,5 12,0 13,0 14,0 15,5 16,5 18,0 19,5 21,0 22,5 1,5 2,0 3,0 4,5 5,5 6,5 7,5 9,0 0,5 11,5 13,5 15,0 16,5 18,0 20,0 21,5 23,0 25,0 27,0 29,0 1,0 1,5 2,5 3,5 4,5 5,5 6,5 7,5 8,5 10,5 11,5 13,0 14,0 15,5 17,0 18,0 19,5 21,0 23,0 24,5 1,5 2,0 3,0 4,5 5,5 7,0 8,0 9,5 11,0 13,0 15,0 17,0 18,0 19,5 22,0 23,5 25,0 27,0 29,5 32,0 21. Коэффициент увеличения времени нагрева в зависимости от расположения заготовок на поду печи Расположение заготовки Заготовки круглые диаметром D квадратные г размером грани а На подставке (единичная) На поду (единичная) Без зазора С зазором при расстоянии нами: между заготов-
1,0 1,0 2,0 1,65 1,47 1,32 1,25 1,95 1,25 Для инструментальной углеродистой и среднелегированной стали время нагрева, приведенное в табл. 20, необходимо увеличивать на 25-30, для высоколегированной стали - на 30-50 %. Для заготовок из быстрорежущей и высокохромистой стали сечением более 50 мм и всех других инструментальных сталей сечением более 160 мм, а также из стали в неотожжениом состоянии следует применять медленный нагрев под ковку (предварительный и окончательный). Его целесообразно производить в двух печах поочередно. Для предварительного нагрева заготовки загружаю-i в печь при температуре 450-550 °С и нагревают, обеспечивая температуру 650-85о °С со скоростью 100 град/ч. Время выдерн1ки при этой температуре должно составлять 1/3 времени нагрева. Для окончательного нагрева подогретые заготовки следует перенести в печь с требуемой температурой ковки. Время выдержки при этой температуре определяется из расчета 30 мин на 20 мм сечения заготовки. Заготовки из высоколегированной стали следует нагревать перед ковкой с предосторожностями, по этапам, с длительной выдержкой в конце иагрева. Заготовки из быстрорежущих сталей вначале нагревают до температуры 500-700 "С в течение 2-3 ч, затем поднимают температуру до 850-880 °С и только тогда нагревают несколько быстрее до 1100-1150 °С со скоростью до 100 град/ч, чтобы избежать роста зерна аустенпта и обезуглероживания. Перед нагревом под ковку заготовки из высоколегированной стали следует подвергать предварительному отжигу. Режимы отжига приведены на с. 86. Во время нагрева заготовки следует поворачивать не менее двух раз. Не рекомендуется загружать заготовки в печь навалом, так как такой способ загрузки приводит к неравномерному нагреву заготовок в партии и перегреву тех из них, которые лежат сверху. Не следует нагревать печь с заготовками выше требуемой температуры. Нагрев должен быть равномерным, без резких перегревов какой-либо части поковки. Чтобы избежать растрескивания заготовки, образования внутренних трещин, других видов разрушений, заготовки перед ковкой должны быть хорошо прогреты, но не перегреты, а сама ковка вначале должна производиться частыми, но не сильными ударами, без значительного подстуживания поверхностных слоев. Температура окончания ковки быстрорежущих сталей не должна быть ниже 900 °С, Перед ковкой заготовки должны быть проверены на однородность металла по их сечению. Не допускаются признаки рыхлости, следы усадочной раковины и т. п. Ввиду повышенной склонности быстрорежущих сталей к обезуглероживанию, нагрев следует производить при нейтральной или защитной атмосфере печи либо в тщательно раскисленных соляных ваинах. 22. Охлаждение поковок из углеродистых и легированных сталей Сталь У7, У8, У9, ЗОХГС и т. п. 5ХНМ, 5ХГМ, 7ХВ, ХВГ, 5ХВГ, 9ХС, 5ХВС, 6ВВС ЛВ5 и т. п 10, УП, у 12, ШХ9, Yii- 5 XI2, Х12М Х12Ф и т. п Р18. Р9, Р9Ф5 и т. п. Способ охлаждения поковки сечением, мм до 50 от 51 до 100 от 101 до 200 На воздухе вразброс На воздухе в штабелях св. 200 С печью На воздухе в штабелях С печью На воздухе до 700 °С, дальнейшее охлаждение с печыо С печью 23. Скорость охлаждения на воздухе стальных заготовок, °С/мин
24. Рекомендуемые температурные режимы ковки инструментальных сталей
ОХЛАЖДЕНИЕ ПОКОВОК Поковки из инструментальной стали следует охлаждать в соответствии с рекомендациями, приведенными в табл. 22. Расчет времени охлаждения поковок до нижнего предела температурного интервала ковки проводят с учетом скорости охлаждения (табл. 23). Комбинированное охлаждение применяют в кузнечных отделениях инструментальных цехов для поковок из быстрорежущей стали. При таком охлаждении загрузку поковок в нагревательную печь производят при температуре 750-800 °С, выдерживают в печи 1,5-2 ч и затем охлаждают в сухом песке до 80-120 °С. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ КОВКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ Режимы ковки инструментальных сталей приведены в табл. 24. Необходимо строго соблюдать начальную и конечную температуру ковки инструментальной стали, так как при перегреве заготовки возникают внутренние трещины, а при пережоге заготовка может даже рассыпаться на отдельные части. Не допускается понижение температуры ковки ниже допустимого нижнего предела, так как при этом уменьшается пластичность стали, появляется наклеп и образуются трещины. Нижним пределом температуры ковки считают температуру окончания ковки, при которой поковка имеет равноосную мелкозернистую структуру и в ней отсутствует наклеп. Нижний предел ковочных температур для заэвтектоидных сталей принимают ниже верхней критической точки. В случае повышения температуры окончания ковки быстрорежущей стали при неэнергичных ударах происходит резкий рост зерна, образуется аафталинистын излом, oбycлoвJIHвaющий понижение стойкости инструментов. Для предохранения от появления в зимнее время трещин в поковках из высоколегированной стали заготовки перед загрузкой в печь для нагрева рекомендуется выдержать в помещении цеха для выравнпвания пх начальной температуры. Чтобы предотвратить образование поперечных трещин на поковках из инструментальной высоколегированной стали, следует формировать поковки без острых ребер и резких переходов. Ковку заготовок из высоколегированной стали необходимо производить путем многократной обратной вытяжки, технологическая сущность которой состоит в том, что заготовку в процессе последовательных переходов многократно осаживают и протягивают вдоль взаимно перпендикулярных осей. МЕТОДЫ СВОБОДНОЙ КОВКИ В УСЛОВИЯХ ВСПОМОГАТЕЛЬНОГО ПРОИЗВОДСТВА Уменьшение высоты заготовки с одновременным увеличением поперечных размеров выполняется путем осадки. Во избежание продольного изгиба высота осаживаемой заготовки не должна превышать ее диаметр (наименьшую сторону) более чем в 2,5 раза, а ось заготовки должна быть перпендикулярна к рабочей Плоскости бойков. При большей высоте заготовок осадку Выполняют обжатием легкими ударами молота с частой кантовкой заготовки. Исправление возникающего продольного изгиба производят по боковой поверхности либо по части торца заготовки. Коэффициент укова при осадке сплошной заготовки определяют по формуле = HJH, = Dl/Dl Где Яо, !>(,-соответственно высота и диаметр исходной заготовки, мм, Н, -соответственно высота и диаметр поковки, мм. Тогда Коэффициент укова при осадке заготовки в виде кольца где d„, dl - внутренний диаметр кольца соответственно до и после деформации, мм. Массу падающих частей молота, кг, необходимую для осадки заготовок круглого и квадратного сечения, можно вычислить по формуле G= 1,7(1 -f 0,17Di /0 aeV, где - предел текучести стали при температуре осадки, МПа (здесь и далее при аналогичных расчетах значение а., может приближенно приниматься равным значению предела прочности стали при гой же температуре); - критическая степень деформации, %: V- объем заготовки, мм. 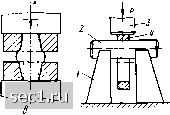  Рис. 1. Разновидности операций осадки: а - осадка в подкладных коль!(ах; 6 - высадка в подкладном кольце; я - высадка н подкладных кольцах. Рис. 2. Протяжка на оправке. / - подставка; 2 - оправка; 3 - боек; 4 - кольцо. Для изготовления поковок типа диска со ступицами применяют осадку в подкладных кольцах (рис. 1). Если мощность молота недостаточна, применяют последовательную осадку разгонкой но элементам поверхности с применением раскаток и проставок. Такой способ используют для образования заготовок типа дисков с большой площадью поперечного сечения в тех случаях, когда не требуется обеспечить равномерную проковку деталей и .човы-. шейное качество структуры. При необходимости получения заготовки с утолщением на ее конце или в средней части производят высадку с использованием подкладных колец (рис. 1, б, в). Увеличение длины заготовки с одновременным уменьшением ее поперечных размеров получают в результате протяжки. Протяжку на оправке производят, если габаритные размеры полой детали находятся в следующих соотношениях: D/d> 1,5; H/(D - d) > 1, где d - внутренний диаметр полой оправки. Протяжку на оправке выполняют на комбинированных (верхний -j плоский, нижний - вырезной) и на вырезных бойках (рис. 2). Если толщина стенки поковки меньше половины диаметра оправки, то протяжку произ--водят на вырезных бойках. При толщине стенки поковкн больше половины диаметра оправки протяжку можно выполнять на комбинированных бойках. Для протяжки ширина вырезных бойков или подача заготовки в направлении вдоль ее оси обычно принимается равной 0,45-0,5 нормальной ширины плоских бойков. Перед ковкой оправку следует подогревать до 150-250 °С и ее рабочую поверхность смазывать. Ковку коротких полых заготовок типа колец для увеличения диаметра, или высоты выполняют путем раскатки на оправке при следующих соотношениях размеров: D/d < 1,5 н H/(D - fi!) > 1. Раскатку на оправке осуществляют при вращении заготовки и ее подаче в тангенциальном направлении. Массу падающих частей молота, кг, необходимую для протяжки н раскатки сплошных и полых заготовок, определяют по формуле l,7v(l +0,17e io) ae/i„V- j.„g V - коэффициент, учитывающий форму бойков (для плоских бойков v = = 1,0; для круглых вырезных V = 1,25); / - подача, см; hg, b„~ высота и ширина заготовки, см (при протяжке в круглых вырезных бойках принимают -bf, - dj, здесь - диаметр заготовки, см); a.j,- предел текучести стали при температуре вытяжки, АШа/м. Отверстие или углубление в заготовке выполняют путем прошивки. Для прошивки применяют сплошные и пустотелые прошивки и пуансоны. Диаметр прошивня рекомендуется принимать равным не более 1/2 наружного диаметра заготовки. Очередность выполнения технологических переходов прн прошивке сплошным или полым прошивнем приведена на рис. 3. 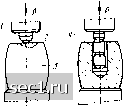 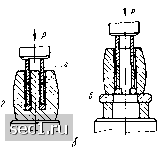 Рис. 3, Очередность выполнения переходон при прошивке: а - сплошным прошивнем; б - пустотелым прошивнем; / - верхний боек; 2, 5- прошивень: а -заготовка; 4 - проставка; 5 - кольцо. Усилие, МПа, необходимое для образования отверстия сплошным прошивнем, Р = а., 2,0+ l,l/jndV4, где - диаметр прошивня, мм; D - диаметр заготовки, мм; а. - предел текучести металла при температуре прошивки, МПа. Прошивку заготовок можно производить с одной стороны (без поворота на 180°). При прошивке форма заготовки искажается и изменяются ее размеры (рис. 4). Диаметры D и D., мм, определяют по следующим формулам: • ср= 1.1з]/;[1 -Ь/( -й)]: ,дек = о;/ = п4/4; шах = 1.13 Y-i {{V + f(H-h)]- 0,5f о. В процессе прошивки изменяется также и высота заготовки Яо. Отношение /Яо в зависимости от значений dJD и hlH„ приведено в табл. 25. Во нз- 0123456 ... 29 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||