
|
| |
|
НПО Системы Безопасности (499)340-94-73 График работы: ПН-ПТ: 10:00-19:00 СБ-ВС: выходной  |
Главная » Периодика » Безопасность 01234567 ... 29 бежание перекосов прошивня торцы заготовки выравнивают с помощью осадки. Прошивку следует выполнять со смазкой из смеси мазута либо машинного масла с порошкообразным графитом; либо из графита с коксом или толченым древесным углем. В качестве смазки также могут быть использованы сухие древесные опилки, стеклосмазка, 5-10 %-ный водный раствор колло- идного графита, 15-20 %-ный раствор жидкого стекла и др. Смазку наносят: следующим образом: прошивень вдавливают в металл на глубину 10-30 mki. и приподнимают. В образовавшееся углубление укладывают смазку и производят дальнейшее вдавливание прошивня. 25. Зависимость отношения Я/Я,, от условий прошивки
Поворот одной части заготовки относительно другой вокруг продольной оси иа заданный угол выполняют путем закручивания, которое производя при помощи рычагов-вилок 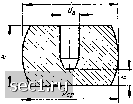 При закручивании необходимо учитывать, что заготовка укорачивается, возможно образование трешин и расслоений. Во избежа- ние этого место скручивания необходимо подвергнуть Рис. 4. Схема для расчета изменения формы заготовки; при прошивке. кузнечной либо механической обработке до получения гладкой поверхности и плавных переходов к смежным участкам, выполнить местный равиомер-"; ный прогрев закручиваемой шейки в специальной печи нли закрытом горне (каждую шейку отдельно)." Усилие, необходимое для закручивания цилинд-д ра, МН, Р = nda/24/ cos а, где йщ -диаметр шейки в месте кручения, мм; - предел текучести метал-) ла при температуре закручивания, МПа; /- длина плеча вилки, мм; a - i угол поворота вилки от горизонтальной плоскости, град. Разделение заготовки на отдельные части по наружному и внугреинему контуру, удаление прибылей и технологических хвостовиков осуществляют, в процессе рубки (отрубки, вырубки). Рубку заготовок выполняют зубилами, подсечками, топорами, квадратами. Существует несколько способов рубки: с одной стороны, с двух, с Трех и с четырех сторон. Рубку с одной стороны применяют для разделения на части прутков, и болванок небольшого сечения. При этом способе топор ударами молота внедряют в заготовку иа глубину, равную 85-90 % высоты заготовки, затем заготовку поворачивают на 180° и просекают перемычку металла квадра-. том, сторона которого превышает ширину перемычки в 1,5-2 раза. Рубку с двух сторон применяют для болеее крупных заготовок и выполняют на плоских бойках. Поковку с одной стороны прорубают высоким топором на глубину, несколько меньшую высоты сечения, затем поворачивают ее на 180° и производят окончательную разрубку квадратом-просечкой, что исключает образование заусеницы. Рубку с трех сторон производят в вырезных бойках при ковке крупных поковок на прессах. Топор устанавливают иа середине бойка и прорубают поковку на глубину, большую глубины расположения центра сечения. После поворота поковки на 120° производят еще одну прорубку иа ту же глубину. Оставшийся участок прорубают с третьей стороны коротким трапецеидальным топором. Рубку с четырех сторон применяют для заготовок больших сечеиий и производят с кантовкой заготовки на 90° после каждой надрубки. Изменение формы заготовки по заданному контуру выполняют в процессе гибки универсальным инструментом или с помощью гибочных штампов.  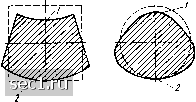 Рис. 5. Искажение поперечного сечения заготовки при гибке и схема к расчету длины нейтральной линии: ; - продольное растяжение и понеречное сжатие со стороны внешнего радиуса R; 2 - продольное сжатие й поперечное растяж еике со стороны внутреннего радиуса г. При назначении операции гибки следует учитывать, что нейтральная линия сечения заготовки в процессе гибки смещается в сторону сжатого волокна. Если г <(1 ... 1,5) d, то можно считать, что нейтральная линия проходит на расстоянии d (рис. 5) от внутренней поверхности угловой части поковки. Внутренний радиус т заготовки при гибке получается близким по значению к радиусу оправки. Внешний радиус заготовки при гибке >• л + d, причем это превышение зависит от отношения rid, а также от свойств металла, утла и условий гибки. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ ВЫПОЛНЕНИЯ ОПЕРАЦИЙ СВОБОДНОЙ КОВКИ Классификация технологической оснастки," используемой для выполнения операций свободной ковки иа молотах, приведена на рис. 6. При изготовлении поковок партиями, размеры которых оправдывают совмещение свободной ковки и штамповки, кроме технологической оснастки, применяют штампы, вспомогательные устройства и контролирующие приборы различной сложности. ; Формы рабочих поверхностей бойков показаны на рис. 7. При одинаковых условиях свободной ковки выбор формы бойков определяется ее влиянием на качество деформирующей поверхности, степень увеличения начальных поперечных размеров сечеиия заготовки, интенсивность вытяжки вдоль оси при постоянном усилии обжатия. При плоской форме рабочей поверхности бойков образуется наибольшее уширеиие, качество поверхности поковки и интенсивности вытяжки низкие. В случае применения бойков с плоской рабочей поверхностью необходимо увеличение мощности молота и времени ковки по сравнению с мощностью и временем при использовании ручьевых форм поверхности бойков - радиальной, ромбической илн комбинированной. Наиболее эффективной формой рабочей поверхности бойков для операций вытяжки является радиальная с разделкой переходных кромок под углом 60°. Для изготовления поковок с большой степенью вытяжки при невысоких требованиях к состоянию поверхности поковок рекомендуются бойки Технологическая оснастка для выполнения операций свободной ковки Основная Бойки Обжимки Прошивки Топоры Раскатки Кольца Поддерживающая Стойки -л Клещи Патроны Прижимы Захваты Подвески Измерительная Кронциркули Линейки Угольники Нутромеры Шаблоны Лекала Рнс. 6. Классификация технологической оснастки для выполнения операций свободной ковки с ромбическими ручьями с разделкой кромок под углом 90 и 120". В результате комбинирования плоской формы поверхности верхнего бойка и ручьевой формы поверхности нижнего бойка можно совместить нх достоинства. Обжимки, пережнмки, раскатки, топоры и их разновидности, квадраты для изготовления поковок показаны на рис. 8. Захватные приспособления - охватывающие, продольные, поперечные, комбинированные, специальные, ручные н крановые клещи - представлены на рис. 9, а некоторые формы кузнечных прошивней, матриц и оправок для раскаток - на рис. 10. 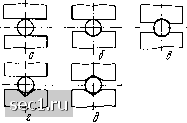 Рис. 7. Формы рабочих поверхностей бойков; а - плоская; б - плоская и радиальная; в - радиальная; г - плоская и ромбическая; д - ромбическая На рис. 11 схематично показаны конструктивные разновидности стоек для кузнечной раскатки. Такие стойки рационально устанавливать на самостоятельные фундаменты по сторонам шабота молота. В ряде случаев их можно использовать, монтируя на массивной опорной плите, помещаемой основанием в шаботном гнезде станины молота. Разновидности формы кузнечных кронциркулей и нутромеров приведены иа рис. 12. Для объемных измерений сплошных пространственных изделий, изготовляемых кузнечной гибкой из листового металла, используют лекала - набор плоских шаблонов форм промежуточных сечений изделия, установленных на общем основании. 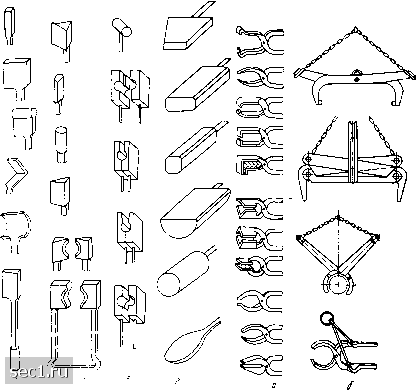 Рис, 8. Инструменты для свободной ковки: Q - топоры и квадраты; б - пережимки; в - обжимки; г - раскатки Рнс, 9. Типы захватных приспособлений: а - клещи ручные; б - клещи крановые 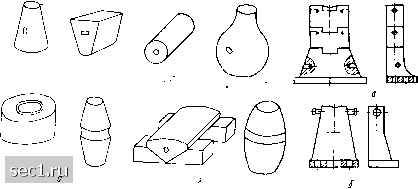 Рнс. 10. Кузнечные прошивни (а) и оправки (б) с от-верстиямя для рукояток Рис. 11. Стойки для кузнечной раскатки на оправке: а - сборные; б - сплош ные 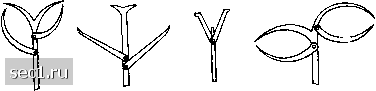 Рис. 12. Кузнечные кронциркули и нутромеры 26. Параметры пневматических молотов одностоечного типа Параметр Рекомендуемое значение
27. Данные для выбора пневматических молотов
ОБОРУДОВАНИЕ ДЛЯ КОВКИ Оборудование для ковки должно обеспечивать максимальную степень уковки и перемещения объемов металла за минимально возможное время: и с минимальным количеством нагревов. Свободную ковку заготовок для технологической оснастки иа гладких, косых и фасонных бойках, а также с ис-; пользованием простых подкладных штампов выполняют на пневматических 28. Параметры двустоечных паровоздушных молотов двойного действия
29. Параметры гидравлических ковочных двух- и четырехколонных прессов
2 7-517 01234567 ... 29 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||