
|
| |
|
НПО Системы Безопасности (499)340-94-73 График работы: ПН-ПТ: 10:00-19:00 СБ-ВС: выходной  |
Главная » Периодика » Безопасность 0 ... 45678910 ... 29 по наружной части стыка; выплески металла на быстрорежущей части заЯ готовки; вкованный металлический грат, уменьшающий сеченне в мест стыка; смещение осей заготовок более чем на 0,5 мм для диаметра до 20 мм,-на 1,0 мм для диаметра 20-50 мм и на 1,5 мм для диаметров свыше 50 мм! = Для испытаний на изгиб и удар, а также для контроля твердости сварного шва н прилегающих зон из партии заготовок отбираются образцы в количестве до 2 % от общего числа в партии. Испытание на изгиб производят после снятия грата. Для этого из партии заготовок в 100 шт. выборочно берется 5-6 шт. Размеры образцов выбирают в зависимости от диаметра заготовки: Диаметр Минимальная заготовки, мм длина образца, мм 25........210 28 ........ 220 30 ........ 230" 32 ........ 240 Диаметр Минимальная заготовки, мм длина образца, мм 36 ........ 260 38 ........ 270 40 ........ 280 45 ........ 305 Расстояние между опорами при испытании должно составлять 6d заго-! тонки. Усилия, прилагаемые к заготовке при испытании на изгиб, должнЫ быть не менее указанных ниже: Диаметр Усилие, кг образца, мм 25 ........................ 2600 35 ........................ 5000 45 ........................ 8000 50 ........................ 10200 55 ........................ 13000 Для грубого определения прочности стыкового соединения проводят; испытания легким ударом хвостовой части заготовки о металлическую плиту* дважды с поворотом заготовки на 180°. Место приложения удара - 15-j 20 мм от сварного стыка. Прочность стыка считают удовлетворительной,. если заготовка не разрушается. Для определения качества отжига после сварки производят проверк} твердости в зоне стыка (на расстоянии 3-5 мм от него). Твердость заготовоя в зоне Стыка не должна превышать НВ 285. МЕТОДЫ НАПЛАВКИ, ПРИМЕНЯЕМЫЕ ДЛЯ УПРОЧНЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ. ТРЕБОВАНИЯ К МЕТАЛЛУ, НАПРАВЛЕННОМУ НА РАБОЧИЕ ПОВЕРХНОСТИ ШТАМПОВ Процесс упрочнения технологической оснастки, в том числе упрочнення штампов наплавкой, заключается в нанесении на ее поверхность расплавлен! ного слоя металла, обеспечивающего увеличение ее размеров или повышение износостойкости. Классификация существующих методов наплавки приве" дена на рис. 16. По условиям работы штампы разделяют на работающие без значительиыя ударных нагрузок (обрезка, прошивка, калибровка и т.д.) и выполняющие горячую н холодную штамповку (группа А), работающие со значительныл"" ударными нагрузками (молотовые и высадочные) прн повышенных темпера турах (группа Б). Металл, наплавленный на поверхности штампов группы А, должен обла дать высокими твердостью в рабочем состоянии, износостойкостью, сопр тнвлением к скалыванию, теплостойкостью (для штампов горячей штампо ки). Металл, которым наплавляют штампы группы Б, должен иметь высоку! ударную вязкость, среднюю твердость (высокая твердость повышает склдЛ wemradj, HUHtdotroflOHnoiy iraH3-iuXin<iHOdui»UQ ихоюи, Hoxoaiia итхох KsaojXirodgHg -I - wiuoxtriDK Э коэошф хпнхипгае а maoxsumodxxauQ MOifodxxsire иижэыппгехэи KOHOiroBod иокнхавиц MOxXamirnXM woHodixaue иоэошф йои иохнаи HOHtrodxxairg
XBCBJ xi4HiHtireE g I-- Х1ЧНШ11ху HOxiqdMO-o - имвэошф пои - иинэьао OJOHinOiniD HOxoiroaodu MOMOirOSOdu HOeoxmodou HWBEBJ HMi4HVodHd -онэиихэПу a: s s 0. ность к трещинам разгара), удовлетворительную обрабатываемость резание непосредственно после наплавки (промежуточный отжиг с последующей за калкой приводит к короблению штампа, имеющего значительные размерь и высокую термостойкость. ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ВЫПОЛНЕНИЮ НАПЛАВКИ Детали, подлежащие наплавке, тщательно очищают от грязи, масла, ржавчины и краски. Если технологическим процессом наплавки предусмотрен предварительный подогрев, экономически целесообразно сочетать с ним очистительный отжиг, обеспечивающий быстрое выгорание масла не только с поверхности детали, но и из пор, раковин и трещин. После отжига окислы,, образовавшиеся на поверхности детали, удаляют металлической щеткой. Наплавляют металл на очищенную поверхность. Канавки, пазы и отверстия на поверхности, которые необходимо сохранить, заделывают медными, графитовыми или угольными вставками. Ненаплавляемые поверхности закрывают сухим или мокрым асбестом. На наплавляемых переходных плоскостях и кромках делают фаски либо канавки шириной ие более 16 мм и глубиной не более 8 мм по форме, показанной на рис. 17. Рис. 17. Форма разделки фасок под наплавку: а - открытая; б - закрытая Рис. 18. Формы, применяв- мые при наплавке ванным способом: ; - графитовые разборные формы; 2 - наплавляемая деталь; 3 - наплавленный металл 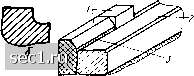 Детали из легированных и конструкционных сталей, содержащих болев! 0,3 % углерода, перед наплавкой подогревают. Для штампов небольших размеров достаточно подогреть только участок начала наплавки до температуры, устанавливаемой в зависимости от марки стали штампов и электродов. Штампы для холодной листовой штамповки, холодной и горячей обрезки,;! наплавляемые электродами ЭН-60М, подогревают до 300-400 °С. молотовые; и высадочные формообразующие штампы - до 400-500 °С. Прошивные, ка- либровочные пуансоны, матрицы прессования, наплавляемые электродами< ОЗН-1, ОЗН-3, подогревают до температуры 400-500 °С, а наплавляемые электродами УОНИ-13/85 - до 300-400 °С. Все закаленные детали перед наплавкой необходимо обязательно подогревать. Чугунные штампы наплавляют без подогрева. Предварительный подогрев деталей производят в печах, индукторах. Допускается местный подогрев газопламенными горелками. Рекомендации по предварительному подогреву различной технологической оснастки приведены на с. 23. Наплавку необходимо выполнять непрерывно, так чтобы температура подогрева деталей не снижалась более чем на 100 °С.; При необходимости допускается повторный общий или местный подогрев. Отдельные валики наплавляют рассредоточенно обратноступенчатым спо- собом или «горкой». Толщина многослойной наплавки может быть 3-12 мм, количество! слоев - в зависимости от марки применяемых электродов: ОЗН-1 - 1- 3 слоя, ОЗШ-1 - 1-5, ЭН-60М - 2-5. ОЗН-3 - 1-3 слоя. Наплавку больших объемов металла производят ванным способом на постоянных режимах тока с применением медных и графитовых форм (рис. 18), в результате чего значительно повышается качество наплавки, увеличиваете* ее производительность и уменьшается коробление детали. При многослойной наплавке наиболее ответственных мест в штампах особенно молотовых, наплавленные валики проковывают непосредствен!! после наплавки отдельных валиков в горячем (по возможности пластическом состоянии ручным пневматическим молотком. При послойной наплавке дельные валики тщательно очищают от шлака и брызг. Наплавку ведут на постоянном токе обратной полярности короткой дугой и с неглубоким проплавлением в нижнем и вертикальном положениях. Чугунные штампы наплавляют рассредоточенно, медленно, не допуская перегрева. Многослойные наплавки (более трех слоев) для чугуна не рекомендуются. Лучшее качество наплавки получают при ширине валика, равной 2,5 диаметра электрода. Валики накладывают так, чтобы каждый последующий перекрывал предыдущий на 1/2-1/3 ширины. Припуск на механическую обработку после наплавки должен составлять 2-3 мм. Необходимо следить, чтобы впадины между валиками находились выше линии обработки поверхности после иаплавки. Соотношения между толщиной слоя наплавки, диаметром электрода, числом слоев наплавки и силой тока приведены в табл. 42, режимы автоматической наплавки под флюсом - в табл. 43 и 44, диаметр электрода, мм. 42. Условие наплавки стали в зависимости от толщины наплавляемого слоя
43. Зависимость режима автоматической наплавки стали под слоем флюса от толщины наплавленного слоя
Наплавленные детали, которые могут быть обработаны абразивами, сразу после наплавки подвергают отпуску в течение 1-2 ч для снятия внутренних напряжений. " . Детали, рабочие кромки и поверхности которых необходимо обработать режущим инструментом, после наплавки отжигают, а после механической обработки закаливают и отпускают. Режимы термической обработки приведены в табл. 46. Наплавка дисперсионио-твердеющими сталями. Применяется для изготовления, упрочнения и восстановления рабочих поверхностей разделительных штампов. Обеспечивает увеличение стойкости в 3-6 раз по сравнению со Стойкостью термически обработанного не наплавленного инструмента. Выполняют плавящимися электродами типа ОЗИ-4, ОЗИ-5, ХАДИМ-1. Тип наплавленного металла - Х5М5В6К15Ф (электрод ОЗИ-4)), Х2М10В11К18Ф (электрод ОЗИ-5) 5Х12В8МФ (электрод ХАДИМ-1). После наплавки получают металл с низкой твердостью, обычно не превышающей 30-40 Я/?С, что позволяет производить механическую обработку обычными резцами, фрезами, сверлами. После окончательной механической
46 Термическая обработка стальных деталей до наплавки и после иее Обработка наплавленного металла Абразивом Режущим инструментом
обработки наплавленные штампы подвергают нагреву в стандартных терми- . ческих печах при температурах, обеспечивающих развитие процессов дисперсионного твердения. При нагреве во всем объеме наплавленного металла выделяются интер-металлидные упрочняющие фазы, что вызывает повышение твердости до требуемого уровня: HRC 49-56 для штампов горячего и до HRC ,60-64 - для штампов холодного деформирования. В процессе эксплуатации твердость наплавленного металла фактически не изменяется, что обусловливает увеличение стойкости штампов. Технологический процесс изготовления штампов с применением наплавки предусматривает последовательное выполнение следую:цих операций: предварительная механическая обработка детали по контуру, с оставлением припуска 0,20-0,23 мм под окончатель\\ую механическую обработку, термическая обработка ио режимам, рекомендованным дяя Р1риме11яемых марок сталей с целью обеспечения твердости основного металла в пределах HRC 49-54; наплавка слоя высотой 12-14 мм (например, по торцу рабочей части пуансона) с припуском под механическую обработку по периметру натавленного слоя до 2 мм; предварительная механическая обработка наплавленного слоя с припуском под окончательную механическую обработку; окончательная механическая обработка по всему контуру детали. Аргоно-дуговая наплавка рабочих поверхностей сложных фасонных геометрических фигур штампов, валков, пресс-форм, пресс-матриц и подобных инструментов для горячего прессования, изготовляемых нз сталей типа ЗХ2В8Ф. "Инструмент предварительно очищают от загрязнений в пескоструйной камере. Глубокие трещины разделывают. Трещины глубиной до 2 мм могут быть оплавлены аргоно-дуговой горелкой без присадочного ма-Риала. Перед наплавкой и оплавлением инструмент, например, из стали ЗХ2В8Ф нагревают в электропечи до 750-800 °С. Режим наплавки: сварочный ток - 100 А, полярность - прямая, расход аргона - 5-Юл/мин. Присадочный материал: наплавочная проволока диаметром 3 мм из инструментальной стали мартенситно-карбидного класса, типа 65ХЗВ10МФГТ. Способ позволяет получить беспористый слой износостойкого материала, сократить трудоемкость слесарно-доводочных работ, повысить стойкость инструмента. Наплавка порошковыми проволоками и легированными электродами. ряде Случаев позволяет заменить инструментальные стали, например, ипа 5ХВ2С, Р6М5 конструкционной сталью типа СтЗ. Режимы наплавки приведены в табл, 47. Заготовки перед наплавкой подогрева.ют до температуры 300-350 °С, после наплавки подвергают высокому отпуску при температуре 650 °С течение 2 ч для снятия внутренних напряжений и термофиксации размеров. - плавленный металл обрабатывают абразивным инструментом. лимический состав наплавленного металла приведен в табл. 48. Спя службы наплавленных ножей увеличивается в 2-2,5 раза по равнению с ножами из инструментальных сталей. 0 ... 45678910 ... 29 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||