
|
| |
|
НПО Системы Безопасности (499)340-94-73 График работы: ПН-ПТ: 10:00-19:00 СБ-ВС: выходной  |
Главная » Периодика » Безопасность 0 ... 44454647484950 ... 115 Тройным сплавом такого рода является альсифер, состоящий из алюминия, кремния и железа. Альсифер получают как литой, нековкий материал с высокими твердостью и хрупкостью. Сплав оптимального состава (9,6% Si и 5,4% AI) обладает следующими свойствами: р„ач=35 400; pmax=I17 000; Яс=1,76 А/м, т. е. не уступает пермаллоям. Однако максимум магнитных свойств альсифера соответствует очень точному соблюдению состава, что
о 5 Ю 15 го 25 SD Н,А/М Б,1л 1,2 0.2 О 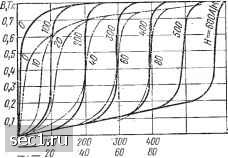 Рис. 2.17. Кривые намагничивания (сплошные линии) и магнитной проницаемости (пунктирные линии) в слабых полях для промышленных пермаллоев: 1 - сплав 79НМ, толщина листа 0,35-0,1 мм; 2 -сплав 80HXC, толщина листа 0,35-iO,l мм; 3 - сплав 50HXC, толщина листа 0,35-Ю,! мм; 4 - сплав 50HXC. толщина листа 0,05 мм Рис. 2.18. Кривые намагничивания пермаллоя 80НХС можно обеспечить только для лабораторных образцов. Промышленный альсифер имеет средние значения начальной проницаемости рнач=60004-7000 (после отжига), т. е. значительно более низкие, чем оптимальные. Вследствие хрупкости альсифера толщина стенок должна быть не менее 1-2 мм, а это ввиду малого электрического сопротивления изделия полностью исключает возможность использования отливок из альсифера в цепях переменного тока даже при частоте 50 Гц. Альсифер благодаря хорошей размольности применяют главным образом в качестве ферромагнитной фазы магнитодиэлектриков (см. § 2.10). К двойным сплавам алюминий-железо относятся, например, альфенол (16%, AI) и тер мен о л (16% А1, 3% Мо). По магнитным свойствам они не уступают низконикелевым пермаллоям и даже в некотором роде превосходят их, но высокое содержа- ние алюминия обусловливает значительные технологические трудности из-за хрупкости сплавов. Альфенол удается изготавливать в виде лент толщиной до 0,1 мм, что позволяет использовать его, например, в магнитных головках для звукозаписи, где важна высокая устойчивость материала к истиранию. Отечественный альфенол марок 12Ю (ТУ 14-1-729-73) с рнач= = 1000 и 12Ю-ВИ (ТУ 14-1-2233-77) с рнач=10 000 в виде прутков и горячекатаных листов характеризуется высокой прочностью, износоустойчивостью и устойчивостью к коррозии. Из него изготавливают изделия с высокой чистотой обработки поверхности. К этой группе относится сплав 16Ю-ВИ (ТУ 14-1-469-73), который содержит хром, улучшающий пластичность. Для ленты из .этого сплава ртах=40 OOO-f-50 ООО, рнач=55004-8000, удельное сопротивление в три раза больше, чем у молибденового пермаллоя. 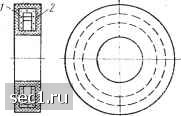 § 2.7. Некоторые технологические вопросы, связанные с применением электротехнических сталей и пермаллоев Листы и ленты из электротехнических сталей и пермаллоев являются полуфабрикатами, предназначенными для изготовления магнитопроводов. Основные технологические операции при этом - резка ленты или штамповка пластин, электроизоляция между витками или пластинами, навивка сердечников или сборка пакетов. Во всех случаях после механической обработки пермаллои обязательно подвергают отжигу. Для электротехнических сталей отжиг также желателен, особенно если требуется получить высокие значе- Рис. 2.19. Кольцевой пермаллоевый ния проницаемости в слабых и сред- сердечник (1) в защитном карка-них полях. се (2) Рассмотрим основные вопросы технологии производства ленточных и шихтованных (собираемых из пластин) сердечников. Ленточные сердечники изготавливают из ленты толщиной 0,02- 0,35 мм, нарезанной из рулона пермаллоя или текстурованной электротехнической стали. Ленту навивают в спираль, изолируя витки тонким слоем изоляционного покрытия. Далее производят термическую обработку и укладку сердечников в защитные каркасы (рис. 2.19) из пластмассы или алюминия для защиты от механических нагрузок, которые могут возникнуть, например, при наложении обмоток, а также от ударов, вибрации и пр. Пространство между сердечником и стенками каркаса заполняют эластичными смазками. На рис. 2.4 показаны различные типы ленточных сердечников. Неразрезные (сплошные) сердечники обладают более высокими магнитными свойствами и дешевле, чем разрезные. При самой тщательной пришлифовке тюрцов индукция в разрезных сердечниках на 20-30% ниже, чем в сплошных. Однако выполнение обмоток значительно сложнее и дороже у сплошных сердечников. Разрезные сердечники изготавливают или из сплошных, разрезая их, или методом гибки и прессования. Последний метод состоит в том, что из ленты нарезают пластины различной длины, которые подвергают далее гибке и опрессовке по форме сердечника. Первый метод применяют чаще. Для навивки ленточных сердечников используют специальные установки. Неотожженную ленту предварительно разрезают прецизионными роликовыми ножницами на необходимую ширину (высоту сердечника). Установка для навивки выполняет следующие операции: снимает заусенцы с краев ленты, обезжиривает и протирает ленту, наносит изоляционное покрытие и навивает сердечник необходимых размеров. Концы ленты закрепляют, например, точечной сваркой. Одним из важных вопросов изготовления витых сердечников является выбор необходимого натяга ленты в процессе навивки. Чрезмерное увеличение натяга вызывает ухудшение магнитных свойств и уменьшение электрического сопротивления. Слабый натяг не обеспечивает высокий коэффициент заполнения и снижает механическую прочность сердечника. После навивки сердечник поступает на отжиг. Применяют в основном три вида отжига: в контейнерах (защитных ящиках), в водороде и в вакууме. Отжиг в контейнерах технологически наиболее простой. При таком отжиге изделия загружают в ящик, сваренный из листов жароупорной стали толщиной 4-6 мм. Свободное пространство заполняют чистым кварцевым песком или тонко размолотым асбестом. Ящик имеет две крышки, промежуток между которыми заполняют чугунной стружкой или стружкой из технически чистого железа для предотвращения окисления деталей. Ящик герметизируют жароупорной глиной. Режим отжига зависит от марки материала и формы изделий и каждый раз его нужно подбирать опытным путем. Для электротехнических сталей ориентировочно можно рекомендовать следующий режим: нагрев до 720-780° С, выдержку при этой температуре в течение 1-1,5 ч, охлаждение до 200-250° С со скоростью около 50° С в час. После этого изделия могут быть вынуты из ящика. Регулируя заполнение свободного пространства в ящике, получают изделия с различной толщиной оксидной пленки, которую можно использовать в качестве электрической изоляции между пластинами. Для пермаллоев отжиг в контейнере не может обеспечить высокие магнитные свойства. Отжиг в водороде технологически наиболее дорогой и сложный. Он требует специальной печи и установки для очистки и осушки 0 ... 44454647484950 ... 115 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||